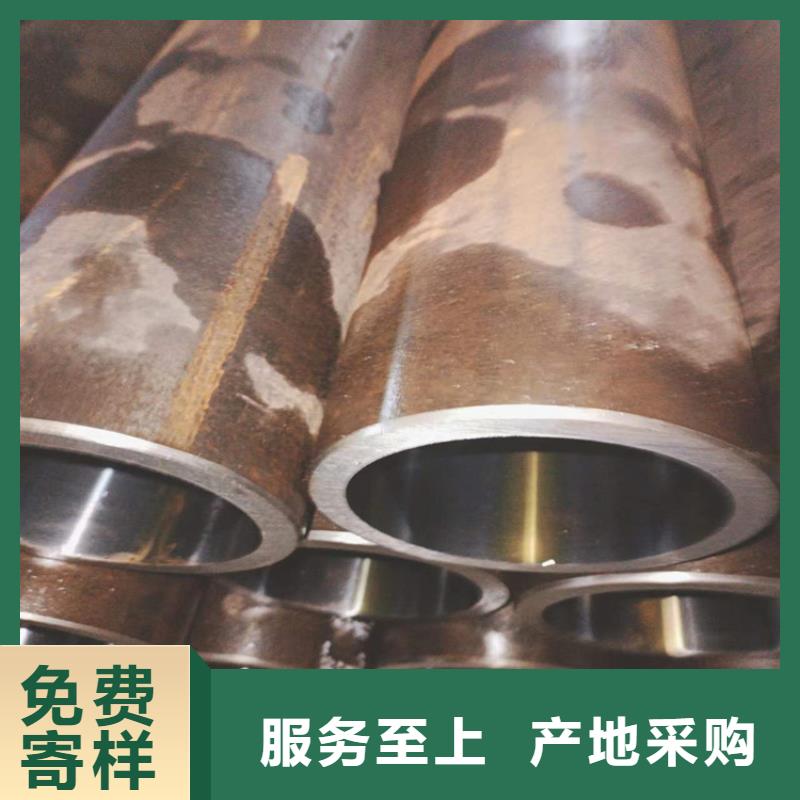
想要一睹南江 本地 绗磨管27SiMn珩磨管实体诚信厂家产品的风采吗?这个视频将用最直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:南江南江 本地 绗磨管27SiMn珩磨管实体诚信厂家的图文介绍
安达珩磨管液压机械有限公司提倡“团结进取,发展创新”,发展企业规模、完善自身素质,吸取新的先进技术,在 不锈钢珩磨管、产品质量、价格及售后服务方面真诚与广大客户合作。 公司自成立起,本着“平等互利、互惠发展”的原则,赢得广大客户的青睐和厚爱。我们在产品质量上严格把关,在售后服务上24小时热线服务确保为您的生产提供方便。 我们以优质的服务,平实的价格真诚期待您的光临!

南江企业旺旺珩磨管绗磨管油缸管钢市上演了一小波反弹行情,累计持续两周左右。以上海市场为例,大口径绗磨管现货价格从3600元/吨涨至3760元/吨,上涨160元/吨,同一时间内北京市场仅反弹100元/吨。这反映出行情仍受需求预期驱动较强,心理因素起到了一定推动作用45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是高效的,能大大提高缸筒的表面质量。

南江企业旺旺珩磨管绗磨管油缸管现在市面上生产的冷拔20#绗磨管,大多数都是采用热处理工艺制造而成的,前奏需要进行真空退火,退火的温度越低,则对于真空度的要求越高,在此过程中,需要经过很为复杂的过程,相对而言,冷拔20#绗磨管对于技术方面的要求要高出许多,所以,这种管道材料在质量的方面才会具有如此显著的优势。高精密绗磨管的高强度具体表现如果选择了普通的钢管,那么你所订购的钢管,与你所收到的钢管,型号方面会出现很大的误差。甚至在一条钢管上的不同部分,内径或者是壁厚,都会出现很大的差距。这样的管道,在使用的过程中,肯定会带来很多的问题。但是高精密绗磨管不同,这种钢管对于管道,任何部分的标准,都有非常严格的要求。虽然高精密绗磨管,同样也是无法,管道每个方面的尺寸,都完全符合这个标准。但是高精密绗磨管,却是可以将误差,控制在一个,非常小的范围以内。在一般情况下,这个误差都不会,超过两个标准的单位,这对于大多数行业来说,就已经足够了


南江企业旺旺珩磨管绗磨管油缸管不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:1、大口径绗磨管对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。2、绗磨管在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。3、大口径绗磨管珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。关于如何提高大口径绗磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑









 扫一扫
扫一扫